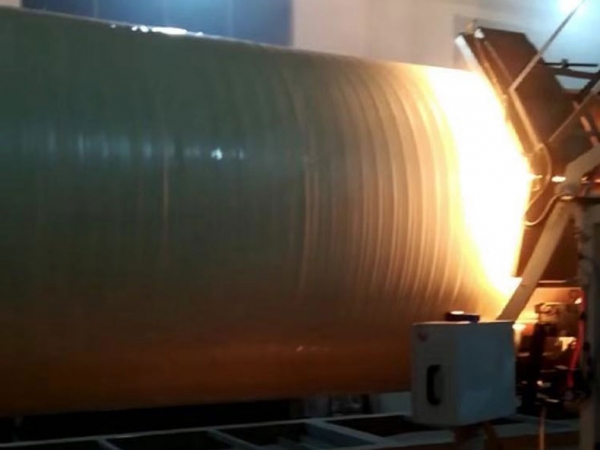
克拉管生产线从挤塑机口模挤出的190 ℃的平料带和U型料带按预定的位置均匀地缠绕在加热的钢制辊筒模具上,自然冷却后保证了管材熔接缝质量。l特别是结构设计中平料带的熔接缝被包覆支撑管所覆盖,也提高了管材熔接缝质量及制品整体的抗外压能力 。

主要生产工艺流程:
章鱼预测计划网网页-章鱼免费人工计划-章鱼预测网专业分析计划-猛龙精准计划网-飞艇人工在线计划稳猛龙-猛龙在线精准计划缠绕:热态缠绕成型工艺熔融状态的HDPE平料带及包覆PP的圆形加强筋同步缠绕在加热到预定温度的钢模上,切削:承、插口按既定尺寸成型,脱模:管材从模具上脱离,修整:使外观平滑规范电熔丝,预埋:承口预埋电热熔丝,检验:判定产品状态,克拉管与双壁波纹管的比较所述HDPE高密度聚乙烯管是指: 产品名称:高密度聚乙烯(HDPE)缠绕增强管(下称:缠绕增强管) 采用标准:管材必须符合GB/T19472.2-2004规定的B型结构壁管; 连接方式:采用承插式电熔连接方式的缠绕管材。本文所述HDPE双壁波纹管是指:产品名称:高密度聚乙烯(HDPE)双壁波纹管(下称:双壁波纹管); 采用标准:管材必须符合GB/T19472.1-2004规定的B型结构壁管;连接方式:紧力型承插式填料连接。

生产工艺比较
章鱼预测计划网网页-章鱼免费人工计划-章鱼预测网专业分析计划-猛龙精准计划网-飞艇人工在线计划稳猛龙-猛龙在线精准计划克拉管生产线是全程采用计算机控制热态缠绕并采用自然风滚动冷却,结构壁无内有应力,无焊缝,管材壁厚均匀。缠绕成型生产的大口径管,主要生产DN300mm―DN4000mm,采用螺旋肋管加强,大大增加了管材的环刚度。环刚度超过20 KN/m2,并且根据工程要求环刚度还可以连续可调,大埋深可达20m。
而双壁波纹管是通过直接挤出两个同心管胚,并经吸塑成型的管材。克拉管生产线属挤出成型工艺。由于挤出成型管的口径与设备口模成比例当达到一定口径时,设备开发成了技术难题且提高了生产成本。
章鱼预测计划网网页-章鱼免费人工计划-章鱼预测网专业分析计划-猛龙精准计划网-飞艇人工在线计划稳猛龙-猛龙在线精准计划企业:章鱼预测计划网网页
章鱼预测计划网网页-章鱼免费人工计划-章鱼预测网专业分析计划-猛龙精准计划网-飞艇人工在线计划稳猛龙-猛龙在线精准计划电话:13905424166 13589250706
章鱼预测计划网网页-章鱼免费人工计划-章鱼预测网专业分析计划-猛龙精准计划网-飞艇人工在线计划稳猛龙-猛龙在线精准计划传真:0532-83986289
章鱼预测计划网网页-章鱼免费人工计划-章鱼预测网专业分析计划-猛龙精准计划网-飞艇人工在线计划稳猛龙-猛龙在线精准计划邮箱:huazesuji@163.com
章鱼预测计划网网页-章鱼免费人工计划-章鱼预测网专业分析计划-猛龙精准计划网-飞艇人工在线计划稳猛龙-猛龙在线精准计划地址:山东省青岛胶州市兰州西路1188号
邮编:266300